I got a Samsung Galaxy S Epic 4G SPH-D710 (Android smart phone) to use on Ting Mobile, a Sprint MVNO reseller with excellent service and prices. (Get $25 off using my referral code.)
There are a number of methods for getting root access into the phone documented on the Web, because the specific method changed over time during the popular life of the phone. Of course, I bought it for cheap after its useful life expectancy was past, so I’m documenting the final method that applies, as of December 2013.
The final ROM version released by Samsung for this phone is Gingerbread 2.3.6 FC09. Here is how I did it.
Copy pre-rooted Epic ROM image onto SDCARD: Deodexed-FC09-BML.zip
Use Odin3 v1.85 to install ClockworkMod Recovery ROM: cwm-5.0.2.7-epic4g.tar.md5
Boot into download: keyboard “1” key plus power button
Boot CWM and install the ROM file from SDCARD (Deodexed-FC09-BML.zip)
Boot into CWM recovery: volume down key plus camera button plus power button
Ting Notes:
I rooted the phone and even tried out CyanogenMod 10.1 (Android 4.1 Jellybean) before I activated the phone on Ting. Everything worked as expected, playing with Android apps on Wifi.
I was not able to activate the phone on Ting service while it had any variant ROM installed. I had to go back to the stock Samsung FC09 ROM to get activation to work. Ting’s help system says this is common for Android phones. After activation, I was able to use the phone with both FC09 rooted and Cyanogen 10.1 ROMs.
When I tried CyanogenMod 10.1, most features worked consistently, reliably. The Android apps and customization enhancements all worked excellently. Voice calling, SMS text and WIFI all worked with no problems, but mobile data was inconsistent. Usually 3G (slow) would work, while 4G WiMax only worked occaisionally. After a while, 3G, WiMax, and bluetooth all stopped working, for no apparent reason. I was only able to get them working again by returning to stock FC09 ROM.
It is possible that it has something to do with Ting needing settings that vary from the Sprint standard settings.
I don’t have a very big air compressor. Actually, I have two small air compressors, with not very much power or air capacity. I came across two other air tanks, each slightly larger than the tanks on my existing little compressors. So I figured, what better way to make things work, than a Frankenstein agglomeration of miscellaneous parts? Don’t ask why I figure things that way; I don’t know myself.
One of the extra tanks I bought at a garage sale for $20 (which just about blew my whole project budget right there), and the other I got free from my buddy Rex (who got it from Joe, who got it from somebody else tossing it out I think). The basic idea was to feed both compressors into the pair of tanks, all connected together so that the system would have the combined capacity of all parts. As the philosophers say, “the whole is greater than some of the parts” (or some metaphysical mumbo-jumbo like that; I don’t recall exactly).
Tank You Very Much
Both tanks were originally sold as temporary/portable air storage: fill up at a compressor, then take somewhere else to use for inflating tires or basketballs or blowing pinwheels or whatever. They were made to lay horizontally with welded-on feet to keep them from rolling over. They are not quite the same size as each other but are close; each is a little over 2ft / 60cm long and perhaps 12in / 30cm diameter. The freebie tank came without any fittings, while the garage sale tank came with an air pressure gauge and over-pressure relief valve.
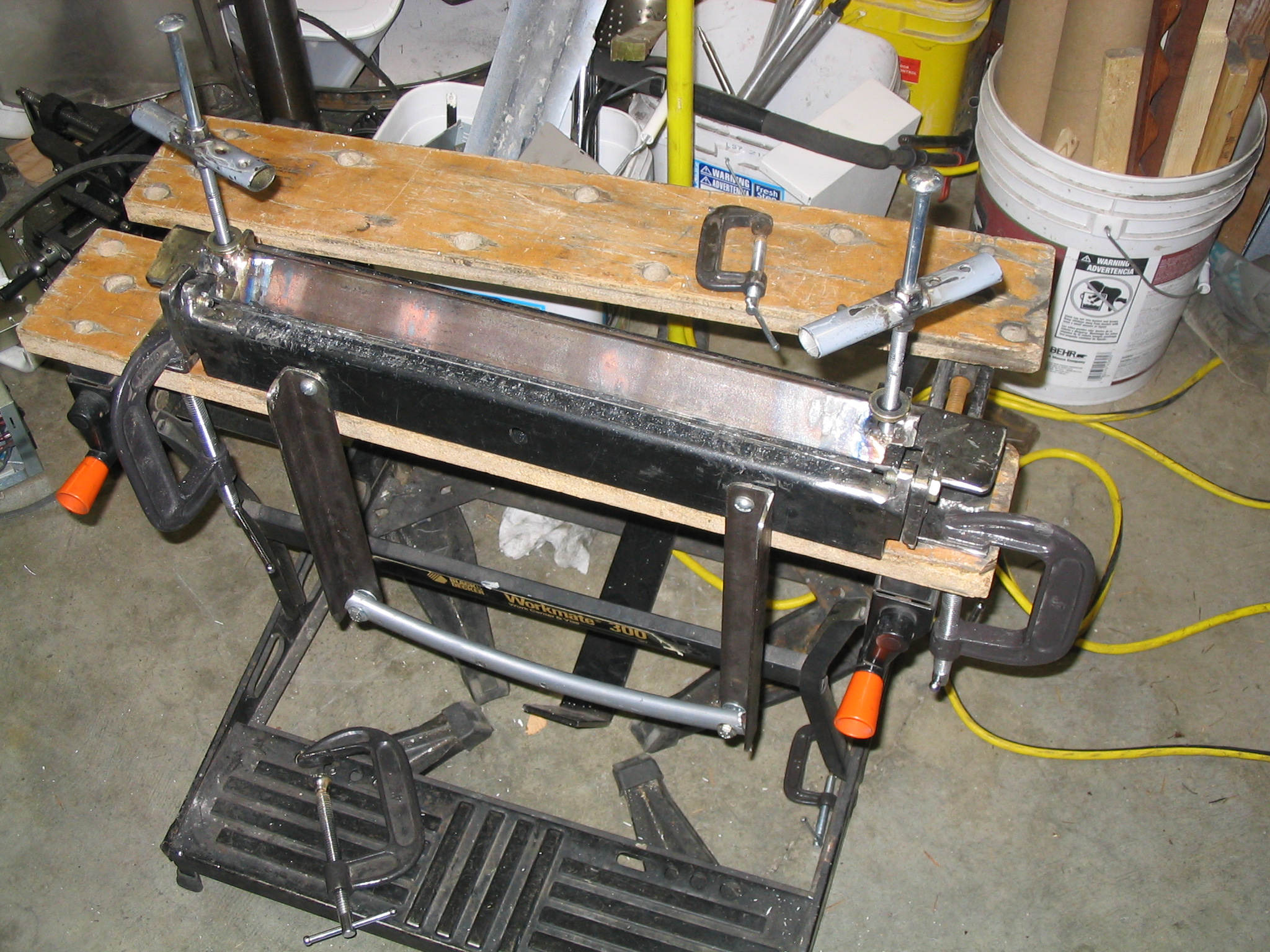
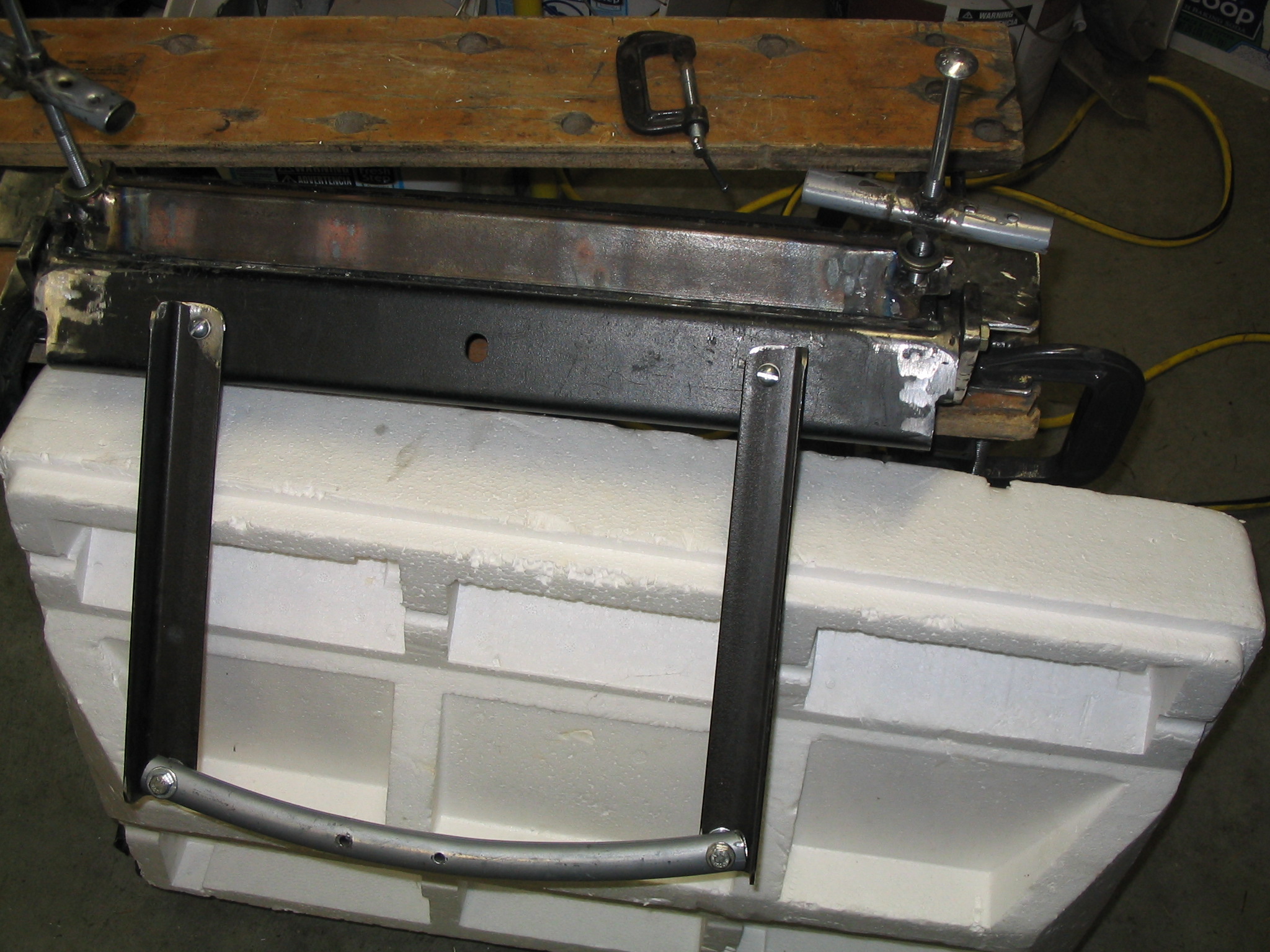
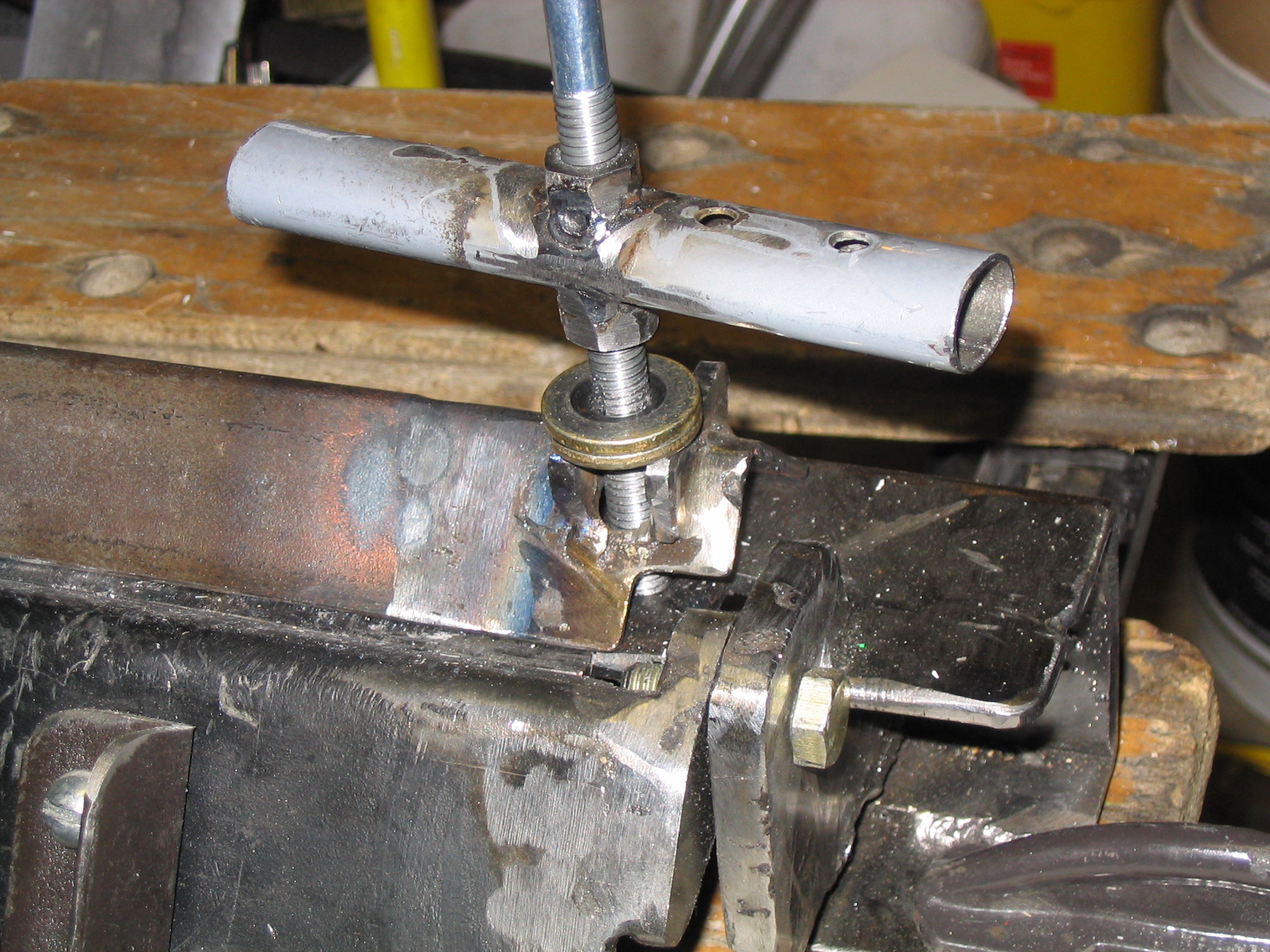
I felt the best way to conserve shop space was to stand them up vertically, one above the other. I used my favorite steel fabrication material (scavenged scrounged repurposed bed frame angle iron) to make a tripod frame and and bolted it to the tank handles and feet, so it all stands upright. I also welded on a small 1/4 inch / 6mm thick steel plate to the bottom of each tank (in the new vertical orientation), and drilled and tapped threads into it, for a draincock valve on each tank. I put them off-center to make them easier to reach, and with the rounded tank ends, they become the low point when the whole thing is tipped forward slightly. If that doesn’t make sense, look at the photos or come over to my house and I’ll show you (assuming you’re not one of those creepy strangers from the Internet, of course).
Manifold Greatness
The central connection is a “manifold” with input ports from the compressors, input/output ports to the extra tanks, and one or more final output ports to the air hoses and tools. A manifold is just a pipe or block of metal with multiple ports in it, all connected together, and the ports are just the holes drilled or formed into it. But “manifold” and “port” are much more auspicious sounding names than “pipe” and “hole”, don’t you think? I knew you’d agree.
Dial gauges look cool, and it’s worth keeping the gauge for the geek cred practical troubleshooting value. I can’t imagine how my two little wimpy compressors could overpressure the system (they can barely make 100PSI as it is, chug squeal whine), but safety is always good, so I’ll keep the pressure relief valve too. (Maybe I can figure out how to put a whistle on it; hmm….)
Most compressed air equipment in the U.S. uses the same threaded pipe connections as plumbing pipe, known as National Pipe Tapered (NPT) threads, with pipe sizes named in fractional inches. (Like most things in our last-bastion-of-non-metric-measurement country, these nominal sizes haven’t matched any actual measurements since my grandfather learned to measure pipe diameters by the width of his pinky finger or something like that. Not that I’m bitter about the U.S. measurement system. I learned what a foot and a cup were when I was a toddler, and I still have two feet and a cupboard full of cups, so why would I stop using them now? Really, if a mile and a pound were good enough for the Romans and the Dark Ages, they’re good enough for us too. As Grandpa Simpson said, “My car gets fourty rods to the hogs-head and that’s the way I likes it”. But I digress.) Both air tank openings are 1/2 inch NPT, so it was no problem to make a manifold using off-the-shelf copper pipe plumbing fittings.
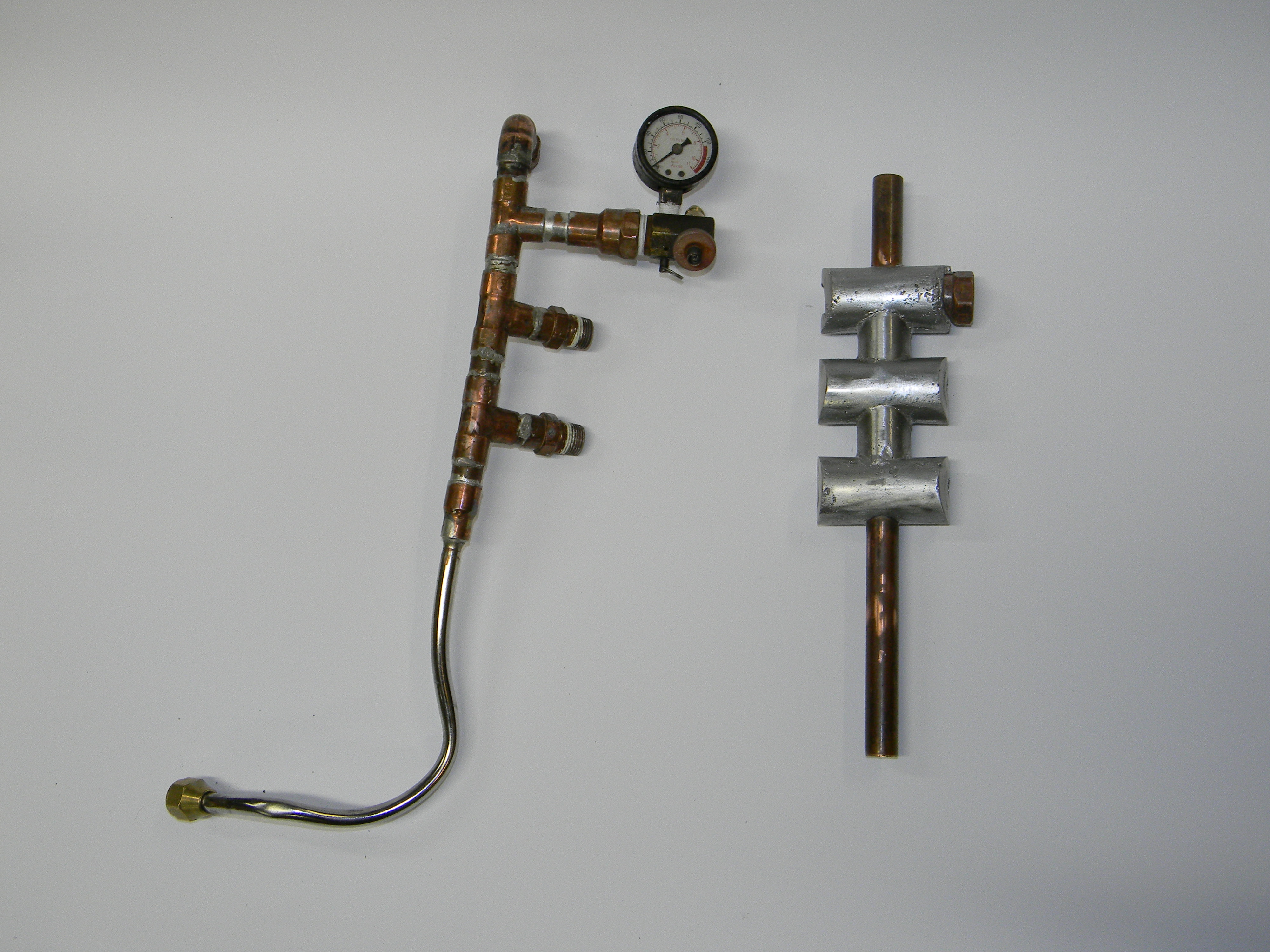
First and second generation manifolds
The first version of the manifold was made of a few copper pipe tees, sweat soldered together. The connections to the two tanks were on the ends of the pipe run, and the inline tees provided the two compressor inputs and one hose output (the gauge and relief valve fitting had one input off its side). The two tanks, having threaded NPT openings, presented something of a dilemma on the best way to connect the manifold piping. I could have soldered the pipe solid and spun the tanks on. That would be entertaining on the first assembly, and a royal pain on all subsequent operations. I could have threaded the fittings into the tanks and then soldered the rest together, but that would also be a pain for later disassembly, plus I might melt the teflon tape or pipe dope on the threads. I chose to use a flare nut connection on the lower tank. The manifold is spun into the top tank threads, and then the flare nut secured on the bottom.
Aluminum cast right on to copper pipe
The copper pipe manifold worked adequately, but I only made one output, and I realized I wanted two: one straight out of the tank unrestricted, and one with a pressure regulator. Since the manifold needed a change, this was of course the ideal time to make the project more complicated: instead of soldering in another copper tee, I decided to make an aluminum manifold and cast it in-place around a copper pipe. The common air hose and connector fittings use 1/4 inch NPT threads, and the pressure gauge/valve fitting is 1/2 NPT, so I planned for four of the 1/4 NPT and two of the 1/2 NPT openings.
Cast-in copper female
I made a pattern for it with PVC pipe, and made a sand casting. I put a copper pipe right into the sand mold and poured the aluminum around it, hoping it would stick enough to be air tight. I tried two experiments for the 1/2 NPT ports to pre-make the female threads in the casting. For one, I placed a copper female fitting into the sand mold, and cast it in place alongside the central pipe (I packed the copper fitting with green sand to keep it from filling with molten aluminum). For the other, I packed a short steel 1/2 NPT pipe with green sand, and placed it into the sand mold, in an attempt to mold the threads right in the aluminum around the steel. I covered the steel threads with soot first to reduce sticking, and later managed to unscrew the steel pipe from the cooled casting. I ended up using the copper fitting (drilled through the bottom aluminum into the central pipe) for the gauge/relief valve, and left the cast-in threads for “future expansion”. For the 1/4 NPT ports, I just drilled down into the central pipe and tapped them.
Cast-in 1/2 NPT threadsTapping 1/4 NPT threads
The Pressure Is On
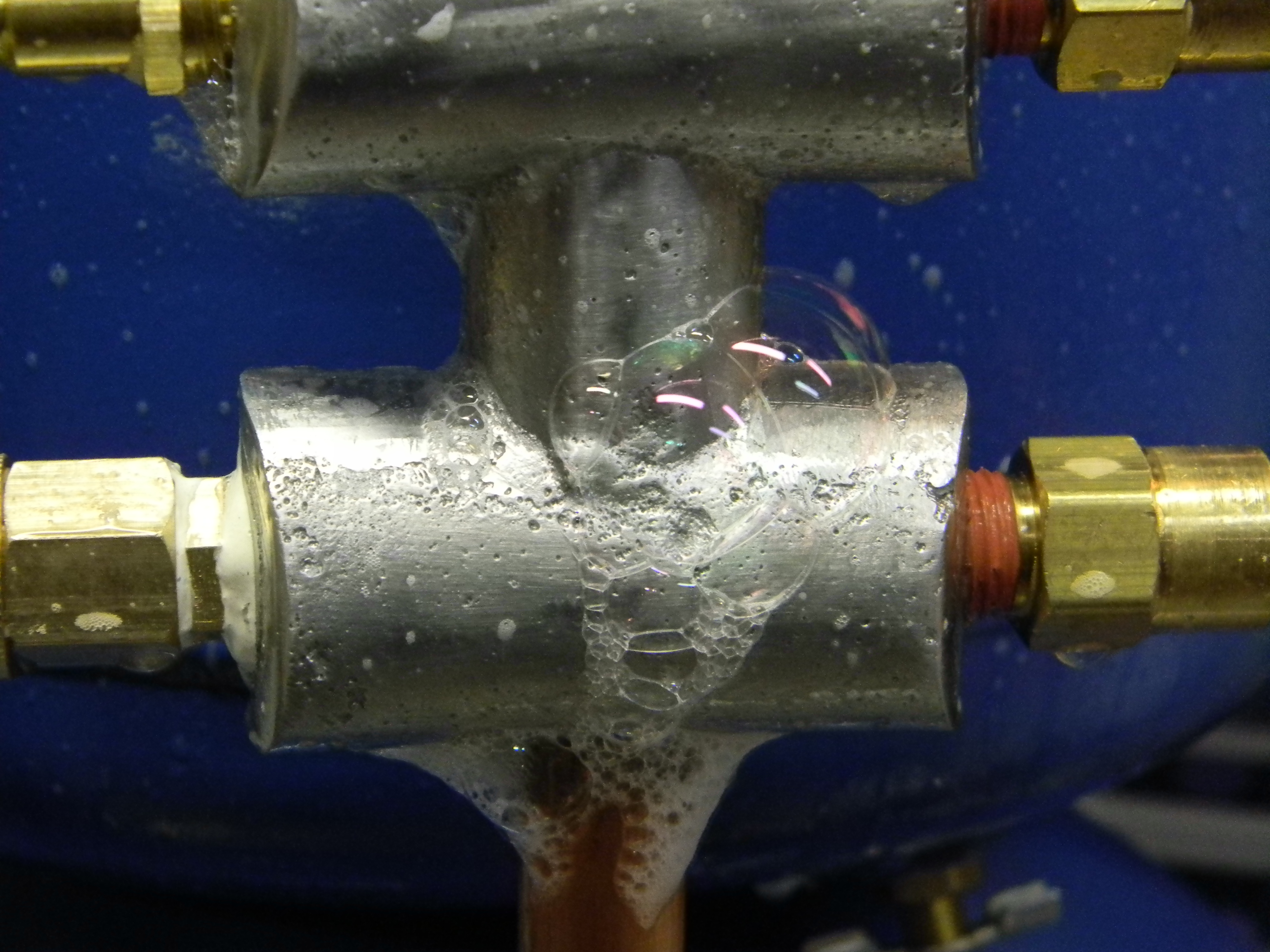
Soap bubble test
I soldered the central pipe to its end fittings for the tanks, plugged up the ports with air connectors, and tried my first pressure test. I tested for leaks by spraying soapy water on everything, looking for bubbles. I got more than I expected. The manifold leaked out each end around the copper pipe. Not only that, it also leaked right out the middle of the casting! Something bubbled up and left some air pockets in the aluminum when it was poured and then cooled. I’ve seen porosity in cast aluminum before, but usually just individual bubbles here and there, not a complete little tunnel.
First pressure testPorous casting leaking air
The air leaks around the pipe on each end were interesting also. I didn’t expect the aluminum to fuse with the copper, but I did think it would be gripped tight. That was indeed true; I could not pull the copper pipe from the aluminum casting with any amount of force I had at hand. But it wasn’t quite air tight. I don’t know exactly why, but I know I did not scrub the pipe completely clean or preheat it first. I figure that the hot aluminum hit the cold copper and made it expand slightly, then the aluminum cooled and froze, then the copper cooled and retracted away slightly. It doesn’t take much for air to leak, so that’s my best guess.
Final manifold and pipes, polished
The good thing about hobby aluminum sand casting is that nothing is ever a total loss; you can always melt down a bad piece and recast it. But in this case I tried patching it first, just to experiment. I have some “Alumiweld” zinc-based brazing rod which actually works pretty well for soldering aluminum, and it worked properly to fill the porous leak in the center of the casting. I did not have any luck using it to seal the ends of the casting around the copper pipe, which I assume is because I couldn’t get the copper clean enough down in the crack. So I cut off the ends of the pipe, and drilled and tapped 1/2 NPT threads. I made a new elbow for the top tank connection by annealing a piece of 1/2-inch copper pipe (heat to red hot with propane torch), bending it to 90 degrees using coil springs inside and out, and sweat soldering it into two male 1/2 NPT copper fittings. I re-used the lower pipe connection, adding a male 1/2 NPT fitting to thread into the bottom of the manifold.
Spray Paint For The Paint Sprayer
Painted inside and out
The garage-sale tank was scratched and rusty, and the freebie tank had one or two minor scratches, so they needed a little improvement. I painted them with blue oil paint using my trusty “Critter” siphon spray gun
. I love that thing. Fortunately the little compressor put out enough air for it without these tanks; that could have been and interesting bootstrapping dilemma. The Critter works great to spray the used oil paint I got for $1 from the Habitat For Humanity ReStore. I’m sure it works great with better paints, too; I don’t know, I haven’t tried that yet.
Rex, being a smarty-pants, asked if I had painted the insides of the tanks too, to keep rust at bay. And being just as big a smarty-pants as Rex, I thought hey, why not? He had a great list of B.S. creative ways that the insides could be coated with paint. All of them came down to pouring paint in the hole, rotating and swishing around somehow, and dumping the excess. Which is exactly what I did. I skipped the more creative methods suggested by him (such as the motorized gyroscopic rotational assemblage, or airtank inside giant rubber ball bouncing down a hill), and just held each tank and turned it around and over for a few minutes to swish the paint around inside, then poured out the excess. I let the tanks stand on their ends, to let all the excess paint drip down to the drainage hole. After a day they stopped dripping. Then I picked them up and found I did not have the drainage holes at the very bottom and there was still wet paint pooled inside; guess how I found that out? So I leaned them over a little farther and let them finish dripping for an additional day. That worked.
Once no more paint dripped out, it was simlply a matter of attaching the manifold on to them. I blew air through the tanks, in the manifold and out the draincock valves, for a few hours, to vent out the paint fumes.
Final Assembly
The final assembly consisted of installing the petcock drain valves, and adding the connectors on the manifold. I put two one-way check valves on the inputs of the manifold, so neither compressor can be a leakage point, and added quick-connect fittings for the output side. I did a final soap-bubble leakage test, and everything looked good. Success!
I had a metal-clad rubber hose which came from a hand-held water nozzle (either from a shower or a sink faucet; I forget which). The hose is about 5 feet (~ 1.5 m) long, and the metal housing is chrome-plated. The connectors on each end are brass, but they did not match up with any common U.S. pipe fittings I had in my junk pile. It still seemed like a pretty nice hose, too nice to throw out. Since the brass ends will solder easily, air compressor hose it is!
I used some short pieces of 3/8-inch copper tube to adapt the ends to the air hose fittings. On one end I soldered a male quick connector, and on the other end I soldered a male 1/4-inch NPT threaded connector, which screws into the female quick-connect socket.
It looks like latex hose inside, and the whole thing expands and stiffens just slightly under pressure. But it is certainly well contained, so I think it will probably still be fine. My initial test shows it works great.
Update: One concern mentioned to me was that oil from the air compressor pump may get into the line, and degrade the latex. I replaced the latex tube with a PVC tube which should withstand oil breakdown better.
I recently acquired a small air compressor from the Habitat For Humanity ReStore. It is not very fast, but it is very quiet. Anyone who has used an air compressor understands that quiet is nice.
It is pretty old. It was made by DeVilbiss, with an Ingersol-Rand pump head. It doesn’t have a date on it, but the label on it says “Toledo 1, Ohio”, which means it was probably made in the 1950s, or 1960s at the latest (before ZIP codes).
It appears to have had some various changes and improvements over time. There is a pressure regulator and threaded brass pipes that look rather recent.
All in all, it is in pretty good condition, with some minor leakage to repair.
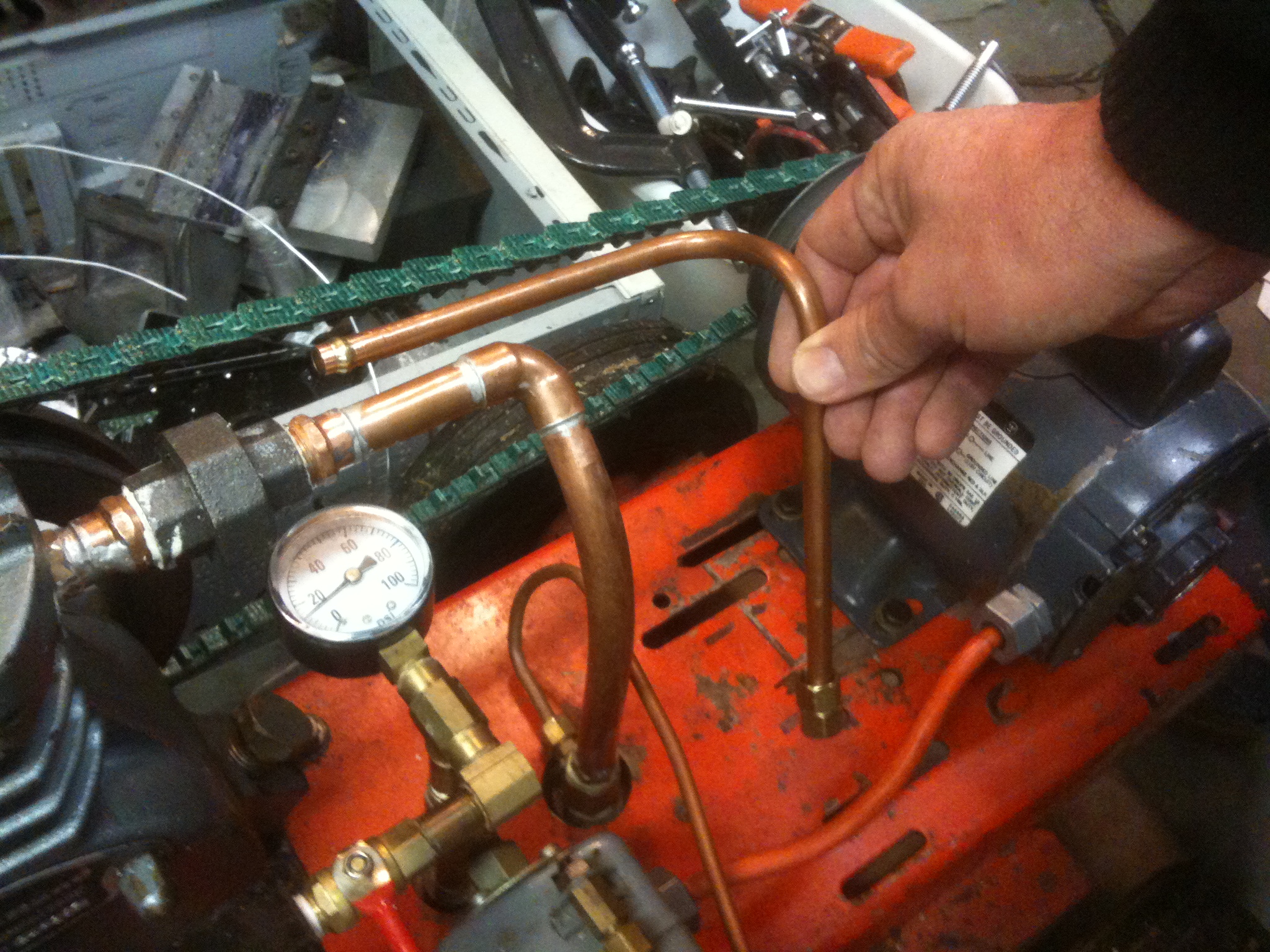
Feed pipe
There was a 3/8-inch copper tube from the pump head to the tank inlet. It was attached with brass compression fittings, which don’t look 50 years old. I don’t like compression fittings on copper pipe because I feel they leak too easily from the slightest cause, and that happened here also. I replaced them with 1/2-inch copper pipe soldered to threaded fittings, with a union joint for disassembly. Flare-nut fittings would have worked nicely also but the diameters were different than the pipe I had.
As part of that, I learned how easy it is to anneal copper. From what I read, the bendable soft copper tubing is just hard copper that has been annealed. And copper is incredibly easy to anneal. Just heat it red hot, and (unlike steel) it doesn’t matter how fast or slow it cools. You can quench it in water and work on it immediately, and my experience was the same. I bent a nice arc using a conduit bender, to align the tank inlet with the pump head outlet. I could have easily used multiple sweat-soldered elbows, which would work well, but I like the look of the curved pipe.
That took care of the leak going into the tank. Unfortunately, there was another small leak which was bleeding the tank empty over night.
Tank leak
I used the tried-and-true method of checking for air leaks, by spraying soapy water on each of the threaded pipe joints. I found a few bubbles and fixed the leaks by resealing the threads with pipe sealing compound (“pipe dope”) and retightening them. However, after I fixed all of the leaks I could find, the tank still bled empty over night.
I was feeling frustrated with not being able to find the leak. In desperation, I submerged most of the compressor in a big tub full of water. I covered the pump inlet with a plastic bag and taped it tight, but kept it above the water. I still didn’t see any bubbles anywhere. That’s when I realized that I wasn’t testing the check valve. I had checked the threads around the valve for leakage (they didn’t leak), but I had not checked the valve operation itself for leak-through. I pulled off the pump-to-valve pipe, and sure enough, plenty of air came bubbling out of the check valve.
I removed the valve from the tank to inspect it. It has holes around the sides on the outlet end, and I could see some specs of something in the holes. I figured some crud blew through the system and perhaps was lodged in the opening, preventing the valve from closing. I opened up the check valve and pulled out the spring-loaded plate. The crud was actually the disintegrated remains of the rubber seal!
I cleaned out the bits of the old seal, and replaced it with a new rubber flat washer. It has now held 100psi pressure for 24 hours. Looks good!
The high school ceramics class had a pug mill that needed repair. The aluminum housing was cracked and the stainless steel mixing paddles were worn down.
Over the years I have accumulated a growing pile of pliers, screwdrivers, wrenches, and other miscellaneous small tools. It long ago outgrew the little toolbox I have, turning into more of a tool pile or perhaps a tool dumping ground. I needed a new, bigger toolbox. Having recently built some new toys, namely a bending brake and spot welder, I knew I needed to build my own toolbox.
Over the years I have accumulated a growing pile of pliers, screwdrivers, wrenches, and other miscellaneous small tools. It long ago outgrew the little toolbox I have, turning into more of a tool pile or perhaps a tool dumping ground. I needed a new, bigger toolbox. Having recently built some new toys, namely a bending brake and spot welder, I knew I needed to build my own toolbox.
Actually, it was the other way around. I had the toolbox idea first. I built the brake and spotwelder because I thought they could help build the toolbox. And they did.
I gave myself a challenge on this project, to make the entire toolbox from reused and recycled materials. Not because I’m a cheap bas bargain hunter (I blame my dad’s thrifty Scottish upbringing… Hi Dad!), but because I’m really one of those eco-hipster tree huggers who wants to save my wallet the planet.
I wanted to make some metal boxes and trays. I have plenty of scrap sheet metal from things like old PC cases and microwave ovens. I already built a sheet metal bending brake. Now I just need a way to fasten parts together. Something easier than drilling a bunch of holes and screwing or pop-riveting. Something less messy than soldering or glueing. Something where I can just magically zap the parts and have them stick together instantly. Eureka! Spot welding. Time to dig through Google. And the trash can.
initial assembly
The internet has lots of articles about how to make your own spot welder, so I’m not going to repeat everything here. The first article that inspired me was the spot welder on Hack-A-Day. There are plenty of other home made spot welder articles out there too.
Basic Design
The basic idea in spot welding is to send a high electrical current (amperage) through two pieces of sheet metal, which will heat them up enough to melt a little spot and stick them together (the “bead”). We produce the high current with a transformer, which changes high voltage low current from the wall outlet into low voltage high current in the work piece. The heat comes from electrical resistance. You need low resistance metals in your spot welder parts (copper and aluminum) so you can create heat in a higher resistance metal (steel). So this spot welder is really primarily for welding steel. Which is OK since that’s what the vast majority of scrap sheet metal is anyways. At least mine is. If you have access to some secret stash of cast-off titanium, you’ll have to figure that one out for yourself.
I needed a big, cheap transformer. Fortunately this is available in any discarded microwave oven. I can’t remember if my transformer came from the microwave oven left by the apartment dumpster, or the one left on the curb near the park. But you can probably find an unwanted, unloved microwave somewhere and give it new meaning for life. Or something like that.
Microwave ovens step up the voltage inside, but we want to step it down. So we remove the transformer secondary winding, with the lots and lots of turns of teeny-tiny little wire, and replace it with a few turns of big fat wire. I used a hack saw to cut off the old wire. You can try that or your teeth, but I’d recommend the hacksaw.
Wire size is dictated by the current, so we want as big a cross-section as possible in our wire. I used eight strands of 10-gauge (AWG) stranded copper wire, which the building electricians at work let me have when they were ripping out some old light fixtures. 10-gauge wire has a cross-section area of 5 mm sq., so that puts me at 40mm sq. for all eight strands. Those hot-shots in the other articles bragging about their 4-gauge wire? I got double the size. Oh yeah, who rules now, huh? HUH?!?! Oops, sorry, got carried away with the nerd contest there for a moment. Where was I?
I wound one and a half turns of the wire, which was all I could fit. Measuring with my volt meter, I found that with 120 VAC input, I measured 2 volts on the output (open circuit with no load). When welding a bead, the 2 volts dropped to 0.5 volts. And the current? Using my inductive ammeter, I measured 15 amps on the input (mains) side, and 900 amps on the output side. Let me just say: it’s awesome.
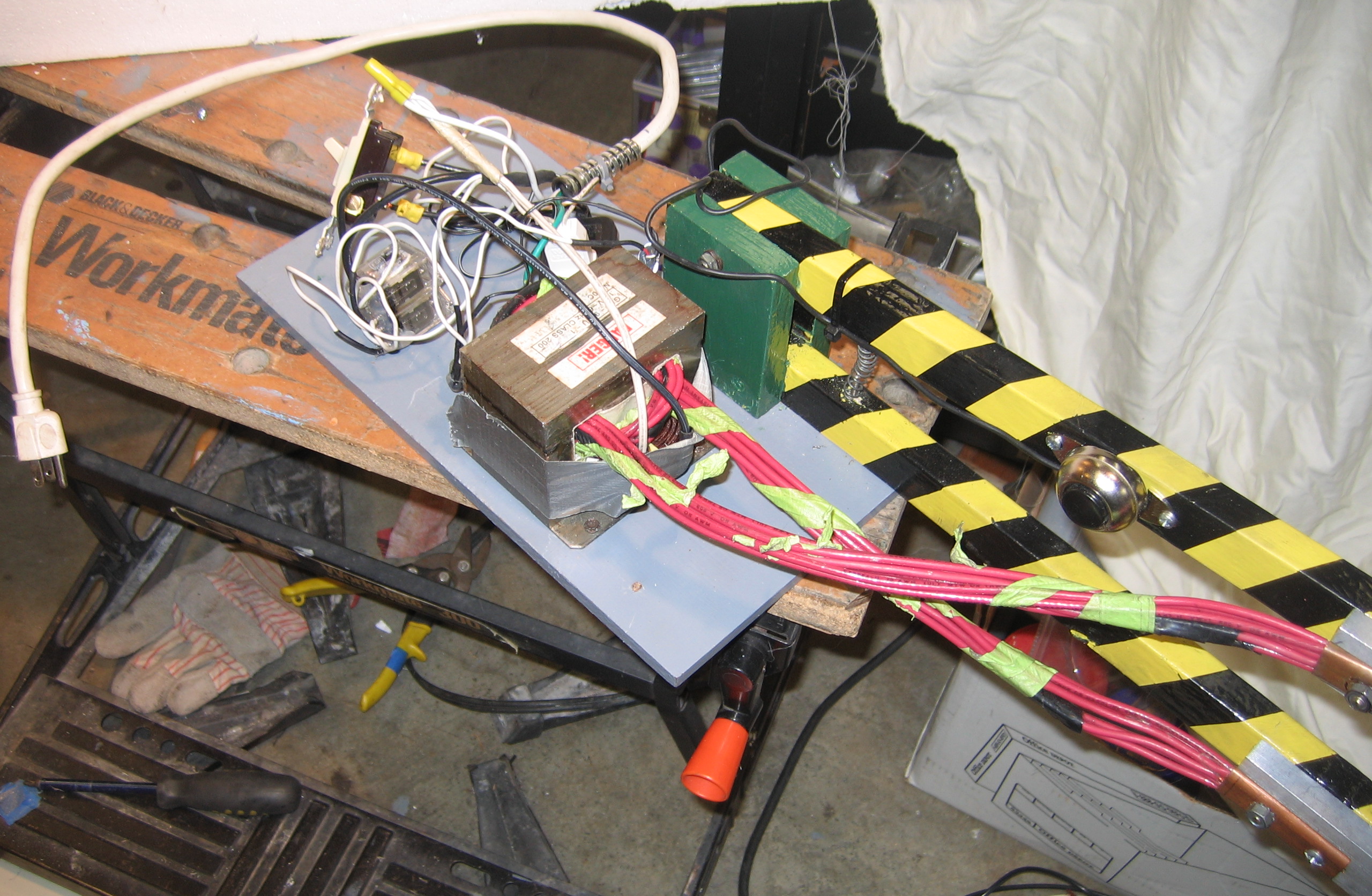
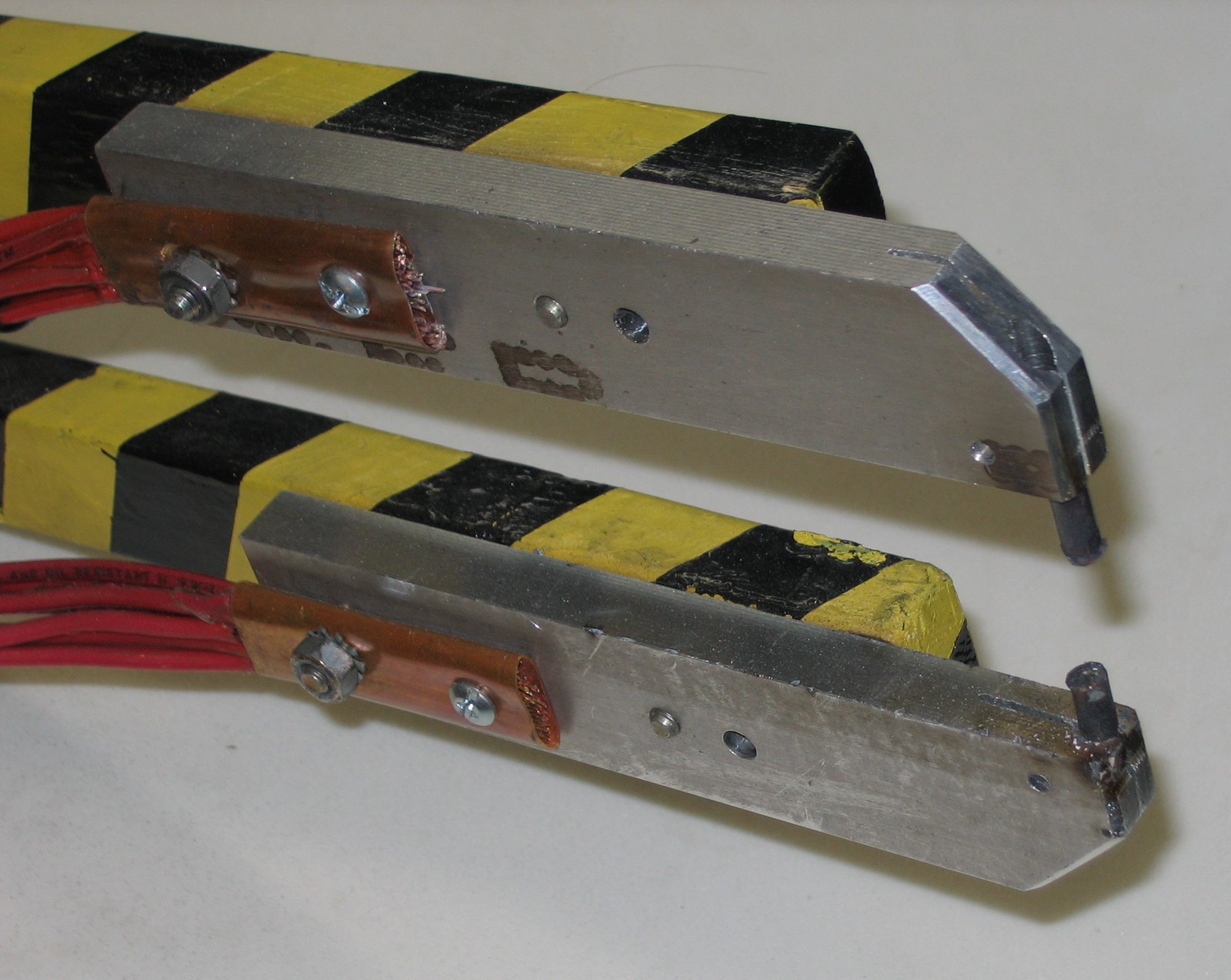
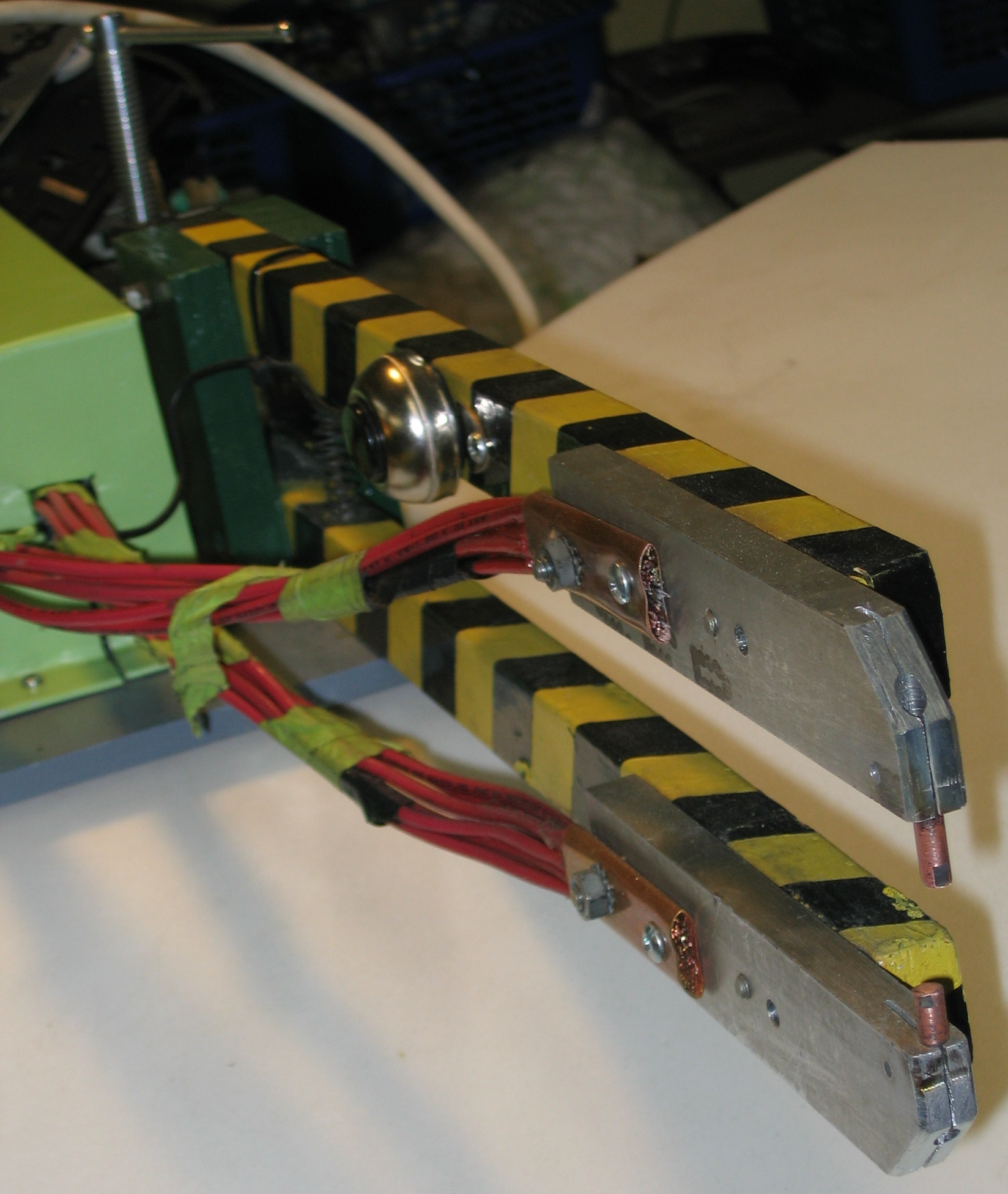
Mechanically, the design is simple. Two identical wooden arms held open by a spring. Each arm has an aluminum bar on the end, holding a copper electrode. The wire from the transformer is attached to the aluminum bar, with as much surface contact area as possible. I stripped the ends of the wires and smashed, I mean crimped, a piece of copper plumbing pipe onto the end to make a lug, and bolted it to the bar. (Actually, the first time I squeezed the pipe so tight that the side split open. The second time I got it tight enough to hold on to the wire but not split apart. No, that wasn’t admitting a mistake, that was a “design revision”. Yeah, that’s my story, yeah…)
The electrode tips are MIG welding tips, which are adequate although possibly a little short, depending on what you are doing. But they are inexpensive, which you probably know by now is one of my top criteria.
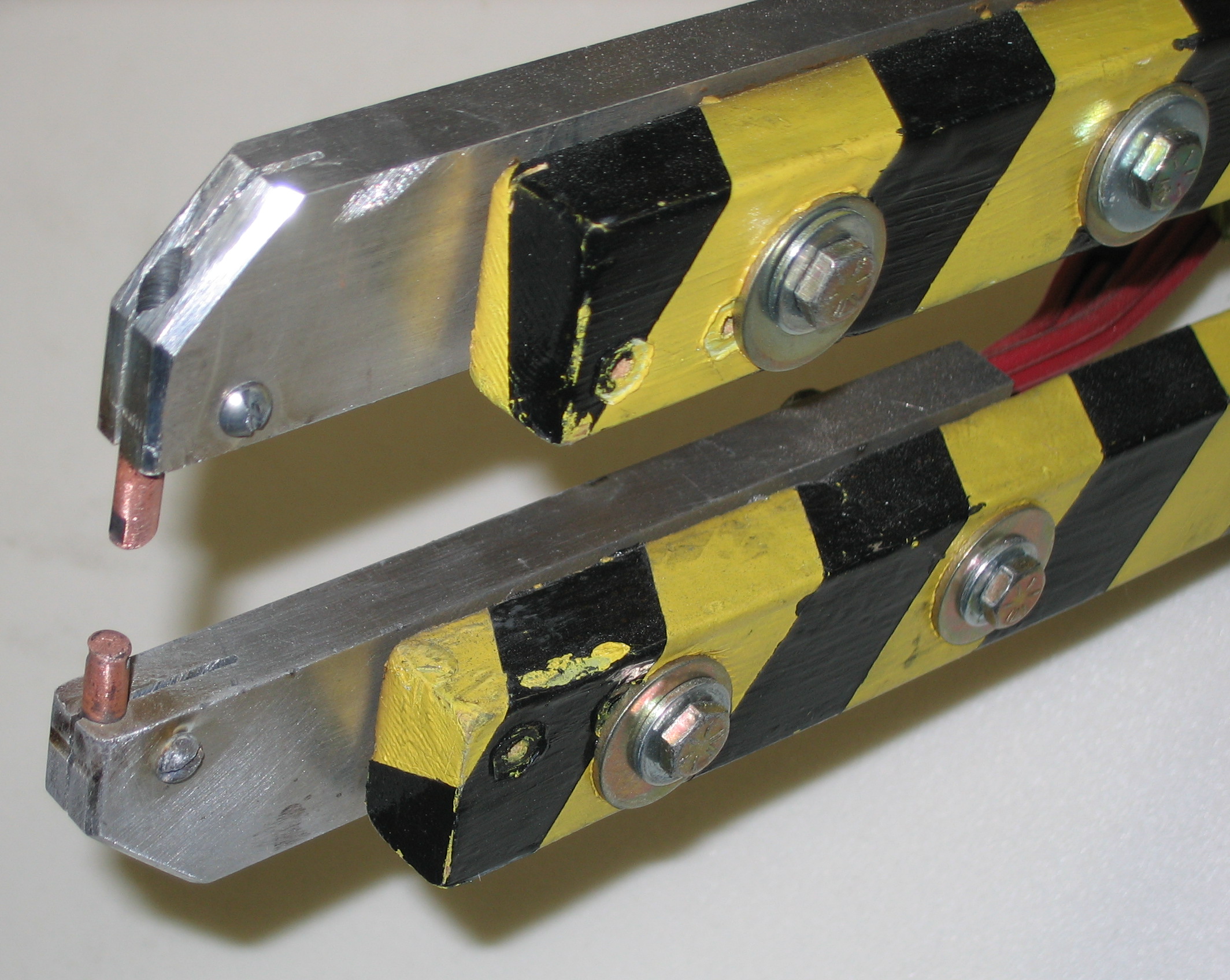
jaws and electrodes
jaws and electrodesjaws and electrodes
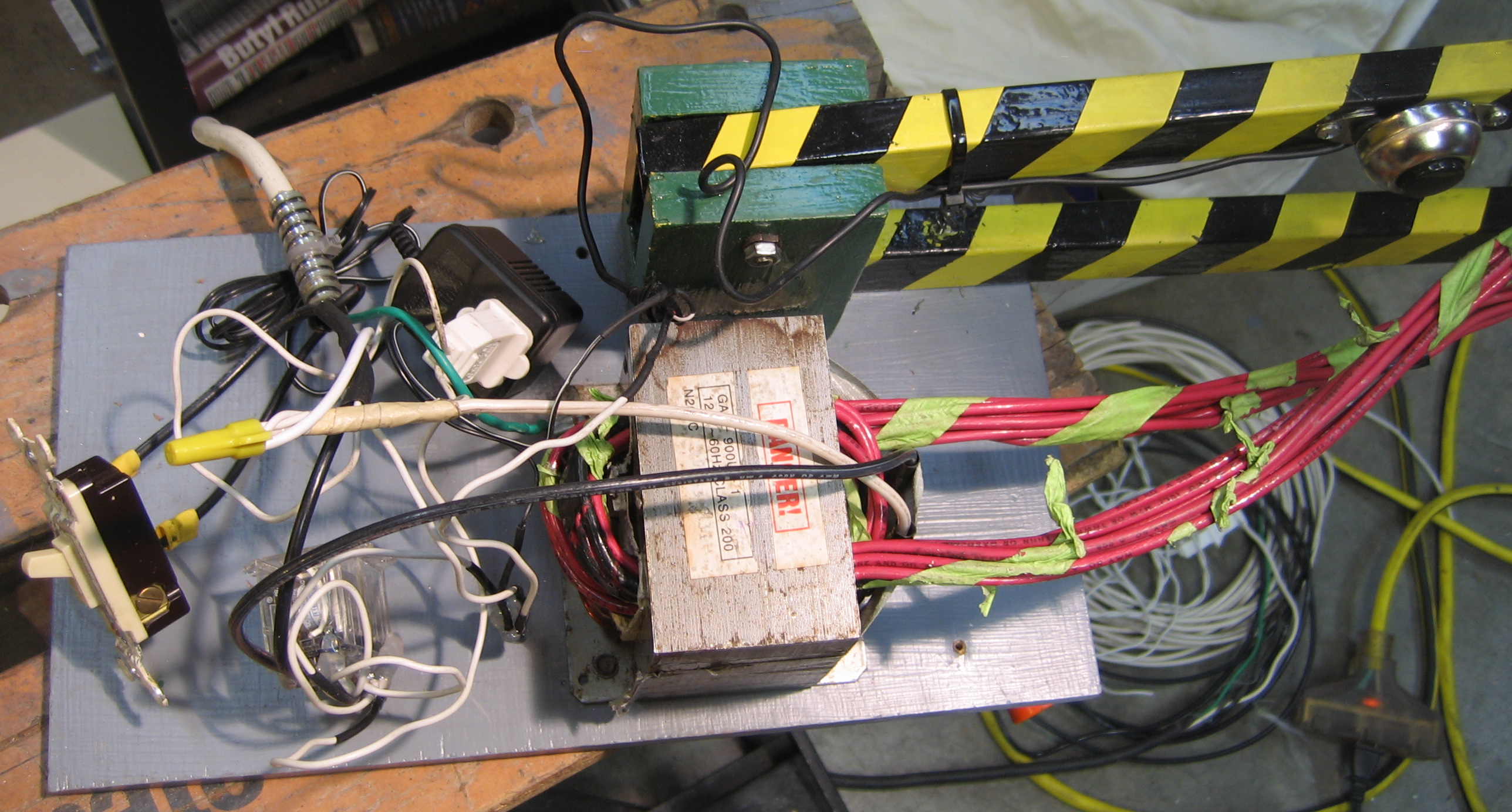
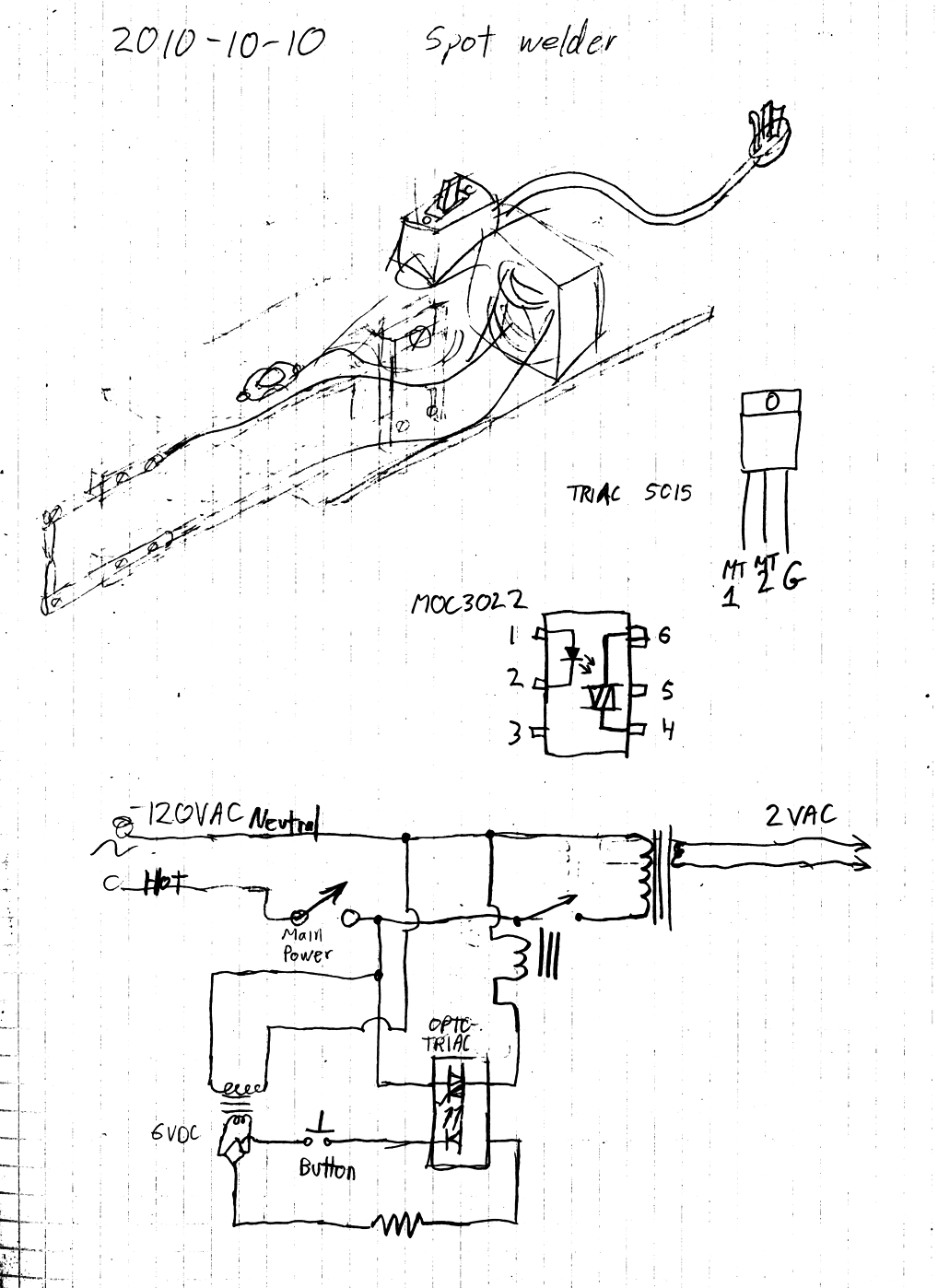
My control circuit
internalsschematic
I needed a push-button switch on the upper arm, because I am all about elegance and comfort. Hold the arm down on the work piece, push the button until the acrid burning paint smoke burns my nostrils, I mean until the spot weld bead is formed, release the button, and then release the arm. (Just kidding on the smoke part; I always clean the weld area thoroughly to remove paint and contamination before attempting to weld it. Well, usually.)
internals
As far as safety goes, the spot welder is pretty safe. At a few volts, there is no concern of electrocution on the secondary output side of the transformer, the arms or electrodes. The main concern there is burning yourself on a hot piece of metal.
The primary input side of the transformer is another story. This thing works from 120VAC electrical mains, and I’m building it myself (that should scare you enough right there), so yes I’m a little leery about having high voltage right next to my finger on the push-button. My solution was to use a low-voltage control circuit. The push button operates at 6 volts, and activates a mechanical relay, which switches the 120 volt input to the transformer. I used a common “wall-wart” power adapter to provide the 6 volts. There is also a master on-off switch, for extra safety.
One possible concern with using mechanical relays is that arcing of the contacts can cause pitting and deterioration over time. This can be reduced by using larger contacts (in relays with higher amperage ratings). It can also be reduced by using solid state relays, but those cost more than, like, one dollar, so they exceeded my budget for this project. Since I knew I was drawing about 15 amps on the input side, I wanted my relay switching to be rated for much more than that, for safety and longevity. I got two double-pole relays rated at 12 amps, and wired all 4 poles in parallel. This gave me 48 amps nominal rating, which is safely far beyond my expected usage of 15 amps.
I added one more minor complication to the control circuit. I did not have any mechanical relays with low-voltage (6 volt) coils and high-voltage (120 VAC) high amperage (10+ amps) contacts. The only relays I had with high-voltage contacts also had high voltage coils, so I used another transistor-like chip called a MOC3022 opto-triac to control the relay. The opto-triac takes a low voltage DC signal and switches a high voltage AC line. The switched high-voltage AC output of the opto-triac is very low current, so it is not adequate to switch the transformer directly, but it is perfectly fine for driving the relay coil. So the push button activates the opto-triac, the opto-triac activates the relay, and the relay activates the transformer. Why make it so complicated? Well, because it was really cheap. The opto-triac cost less than a dollar, and the relays were a dollar or so also. While a solid-state relay would have been nice, it would probably have cost about 30 dollars, which is about 29 dollars more than my budget for the project.
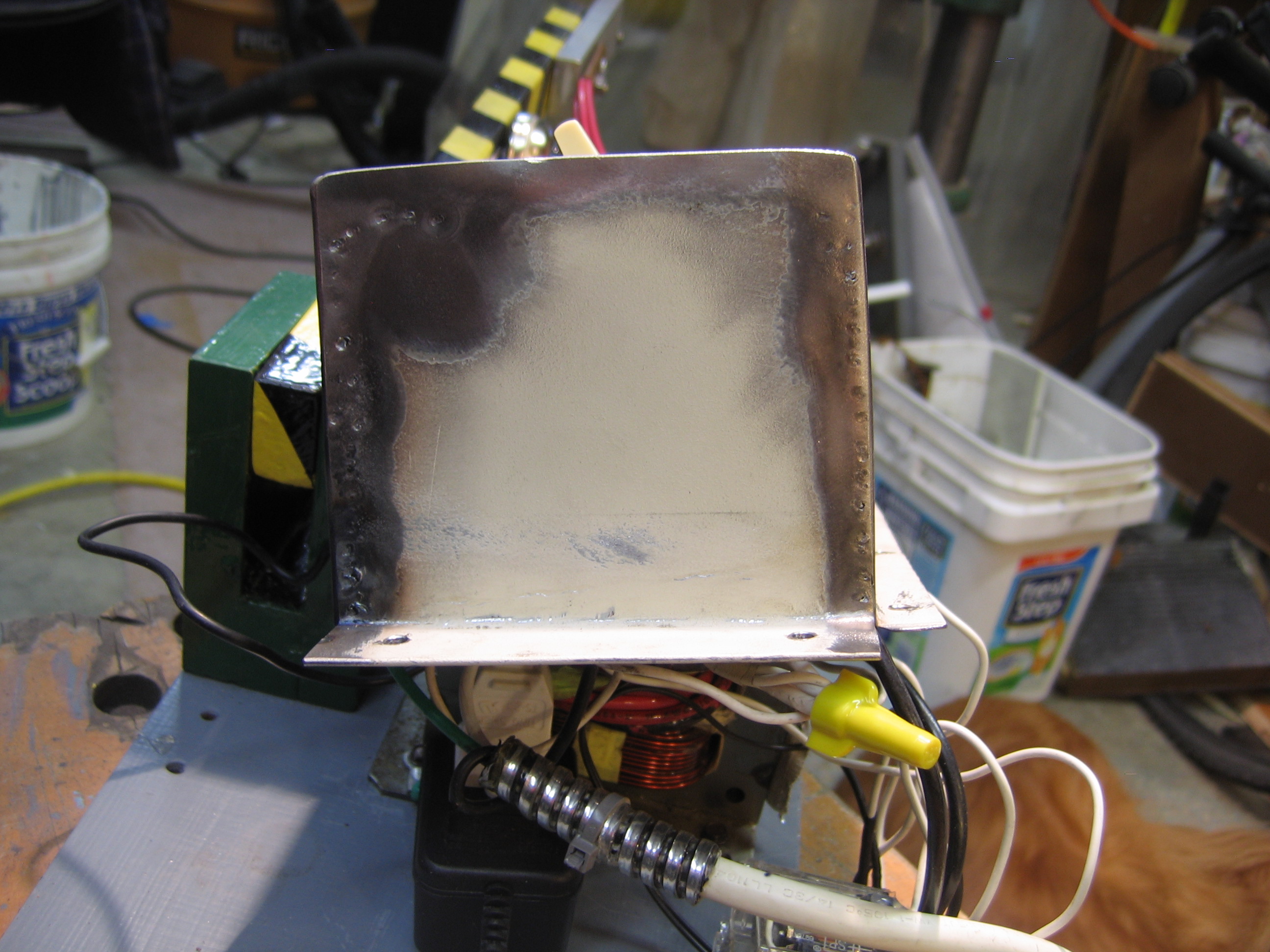
Case
case
With live, high-voltage electricity feeding the transformer and control circuit, the spot welder needs a case to cover those parts for safety. Having been suitably inspired by “Uncle Dave” Gingery to make my tools bootstrap themselves, I knew that my spot welder needed to make its own case. I cut and bent some scraps from a PC to make a cover for the transformer and wires. Then I used the spot welder to attach the end panel of the cover. Voila! The machine builds itself! Well, partly at least.
case (and my assistant Sam)case
spot welded its own case
Results
This thing works fairly well. I’ve mostly been using it on some salvaged sheet metal from a refrigerator door, and from PC cases. The thinner refrigerator door skin welds a good bead in 1 or 2 seconds. It measures about 0.025 inches thick (about 0.6 mm, or perhaps 25 gauge I think). The heavier PC case metal takes about 4 or 5 seconds to make a good bead. It measures about 0.040 inches (about 1 mm or perhaps 19 or 20 gauge I think).
The tips and big wires get fairly hot in use. If I weld PC case metal for 5 minutes straight, I need to stop and let the spot welder cool down for another 5 or 10 minutes. The arms themselves are wood, and remain quite cool to the touch. Wood seems to be a pretty good heat insulator.
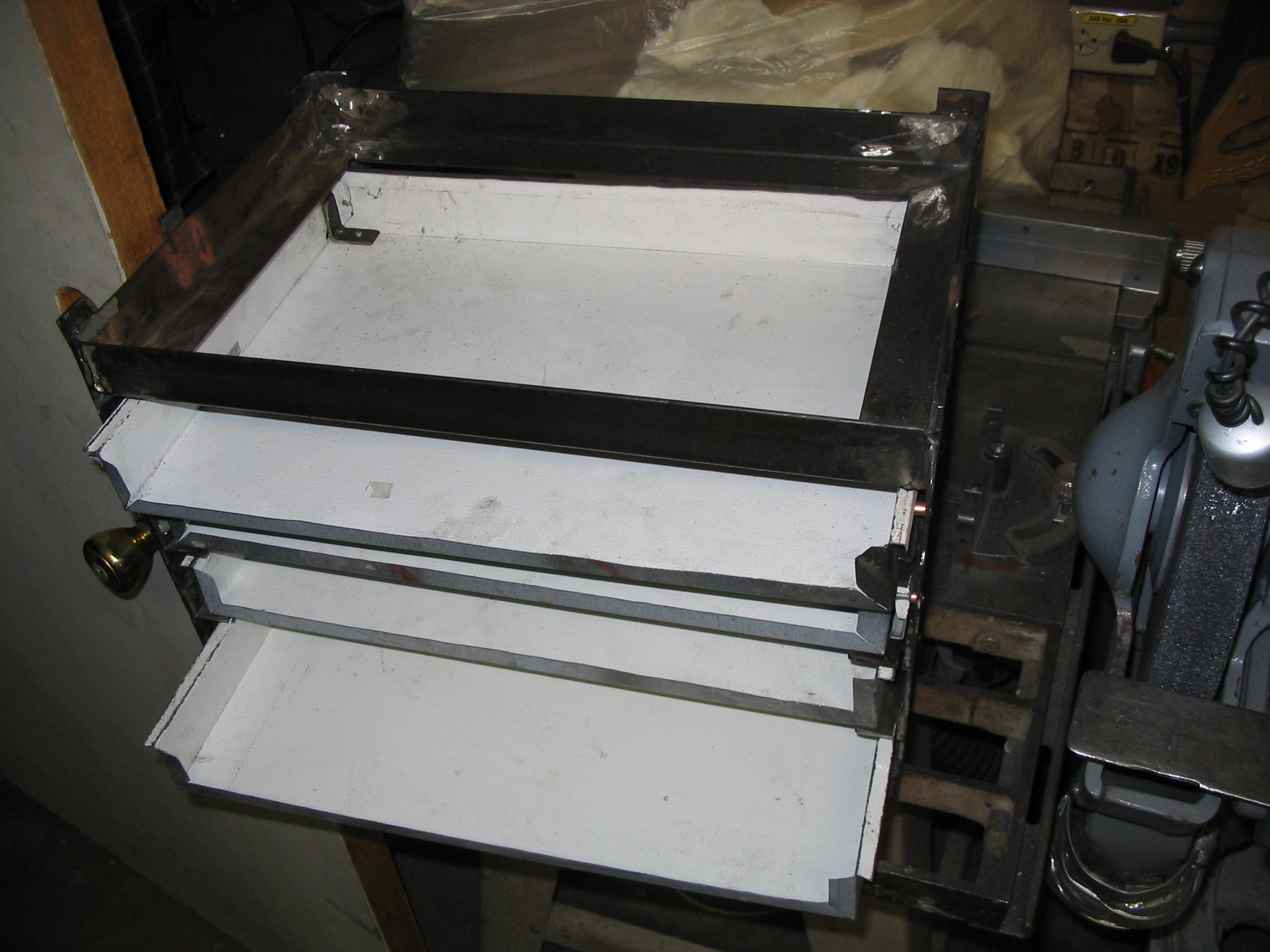
The first real project for the spot welder (not including making its own case) is attaching the drawer fronts of my tool-box-in-progress. I’ll finish it one of these days. In the mean time, I’m spot welding!
I built my own sheetmetal bending brake. I used some scrap angle steel pieces which I welded with my arc welder.
Scrap sheet metal is easy for me to find, from PC cases and discarded appliances. But to be useful, you need to be able to bend a nice clean straight line.
The base and bending lip were easy to make. I had a little more trouble deciding how to make the press clamp. My short-term solution just bolts straight down from the top.
According to the backyard foundry experts, the most useful casting metal that’s even easier to melt than aluminum is zinc. It melts around 420°C/800°F, so you can even melt it on a hot stove. It casts harder than aluminum for better wear, and zinc/aluminum alloys can approach cast iron in strength and durability. Sounds great! All you have to do is buy some nice clean zinc ingots, and… Whoa nelly, what?! Buy ingots? I’m way too cheap-@$$ frugal for that. We’re going to melt our own. Easy as pie, right? Turns out that melting zinc is easy. Cleaning it? Not quite so much.
Melting the Scrap
I had myself a nice big pile of zinc scrap metal, or rather, various scrap metal that I suspected had zinc in it somewhere. Zinc is popular for small die-cast items with fine details. I had some chrome-plated bathtub knobs, a pile of extra medals from a local foot race, cabinet door handles, and other miscellaneous pieces. Most of it had some kind of plating or coloring, but when I cut into it with a hacksaw, I could see a dark dull grey center. Looked promising.
I started to melt it in my cheap little tin-can environmentally-conscious recycled crucible. It was highly entertaining watching the zinc melt out of the faucet spout, leaving a paper-thin shell of chrome shaped like the spout, until I touched it (yes, with a stick, not my finger, duh) and it collapsed. Same thing with all the little medals; they were plated with something copper-colored and left little pieces of paper-thin shell behind after the center melted out.
However, the pool of zinc I got just didn’t act right. It seemed more like a sludgy pot of liquid with sand in it, rather than a clean pot of liquid like I got with the aluminum. Since much of the plating from the items went into the pool, I knew I had impurities. The sludgy feeling had to be that, just waiting for me to remove it.
I started scooping out the sludgy parts, trying to let the liquid zinc flow back into the crucible as much as possible. I added more scrap and scooped sludge, until I had put in everything. I poured it into my ingot mold, and then assessed what I had accomplished.
What I had accomplished was making a big pile of slag, three or four times the size and weight of the clean ingot. This was just plain wrong. I put it aside to think it over for a week or three.
More Heat
Perhaps I didn’t get it hot enough to separate cleanly. Aluminum separated better when hotter, so zinc might be the same. On my next melt, I put back in some of the big slag pile and cranked up the blower to blast that charcoal. By this time I had a better crucible, which my dad bought me from McMaster-Carr. It heated up and melted the zinc slag chunk, and after a while the zinc pool started to behave more like aluminum.
As it got hotter, the dross started floating to the top where I could scrape it off. The zinc was glowing nice and orange, and the dross was even turning into white whispy fluffy strings. It looked really fascinating. Enthralling. Mesmerizing. Uh oh. Wait a minute. Glowing orange? This must be hotter than 420°C/800°F. A lot hotter. White whisps floating up? Oh, $%#@&* bleep !!!!!
I remembered what I read about welding galvanized steel: Don’t. If you see white smoke, you are vaporizing the zinc coating into toxic fumes. I don’t know how hot I got the zinc, but I am sure those white wisps were vaporized zinc. Fortunately I didn’t seem to have inhaled anything or gotten sick from it, but so much for the “just get it hotter” approach. I put it aside again to think it over for another week or three.
Flux
Extrapolating again from aluminum, I figured I needed flux. Something to assist in the chemistry of the metal, separating the dross from the zinc.
Aluminum is fabulous for turning junk scrap into clean castable metal. When you add flux, the dross turns into a little pile of grey powder floating on top of the pool of silver liquid aluminum, and you just scoop it off. Very nice. For flux, you can use salts such as sodium chloride and/or potassium chloride, which are commonly sold in the big home improvement stores for winter ice melting and water softening.
Being a lower-temperature melt than aluminum, I figured zinc was going to need a different flux. My dad said he had fluxed molten lead using soap or candle wax. We tried that on the zinc, but it boiled or burned off before seeming to do any good. This wasn’t really a surprise since lead melts even lower than zinc. I also tried the sodium chloride and potassium chloride which I had used successfully on aluminum, but they didn’t seem to melt at zinc temperature.
Most of my research on zinc flux only came up with answers for big industrial processes, using zinc chloride. It sounds effective, but not readily available as a common household item that I could find. Further research led to a breakthrough. Some people said that you could make a lower-melting salt flux by combining sodium chloride, potassium chloride, and calcium chloride. You can melt them together into a single solution, and the resulting solution should dissolve into zinc at a low enough temperature to work as a flux.
Calcium chloride is available retail as a winter ice melter, sold as “Driveway Heat”. In my research I found conflicting opinions on what ratios to mix the three salts. I didn’t understand the chemistry enough to figure it out myself, so I tried equal parts of all three. I melted them together in a tin can to get a watery liquid and poured it into a muffin-pan mold. It cooled into thin disks of salt, which broke into chips.
I melted the zinc slag again, and finally got some different results. As I melted the flux chips into the zinc, stuff actually started to separate. The dross came up to the surface, and zinc formed into little balls and fell out of the dross pile back into the pool.
Unlike aluminum, where the dross forms as a grey/black powder, the zinc dross came up as a soggy black blob of mush. But it seemed to be working.
It took a lot of the flux chips to produce the soggy black mush dross, certainly much more flux than I had needed with aluminum. I don’t know if that is because zinc inherently needs more, or if my zinc was just more impure than any of my aluminum, or both. But I was able to re-melt the entire slag pile, and reclaim most of it as clean zinc.
Yeah, that teensy-weensy little pool of molten metal in arc welding was cool, but it was time to move up to the next level. A big glowing pot full of silver liquid awesomeness. Oh, yeah.
I have been reading about other people’s exploits in melting metal and sandcasting with it for a year or two, both in books and on various websites. It all sounded rather complicated and intimidating, until I came across a particular Instructable on the Pizza Sauce Can Furnace. It advertised “Melt Aluminum for $3 and some begging!”, which just coincidentally matches my ideal price range.
By all descriptions, aluminum was one of the easiest metals to start with, and is certainly readily available as scrap. It was my first objective.
Foundry can and shop vacuum blower
I made a simple foundry furnace using two steel cans, one inside the other with a little air gap between them. Not an efficient furnace, but a simple proof-of-concept. I punched some holes in the bottom of the inner can, filled it with charcoal, and blasted it with some air from the shop-vac blower. And guess what? Yes, it proved the concept.
Melted aluminumMy assistant Maurice observing the art pieces
I melted some scraps of aluminum in a tin can from the kitchen. That tin can is a “crucible” in fancy-pants foundry talk, and it’s not actually tin, it’s steel. But it is also thin steel, and the charcoal got so hot with that shop-vac blower, that it burned right through the can. The funny part was that I didn’t know right away that it had burned through. Because the can was surrounded by a pile of coals, I couldn’t see the sides. But I could see inside, and I got a nice gleaming silver pool of molten aluminum filling part of the can. So I started adding more aluminum into it, to fill up the can. It was amazing how much I could add to that can and not fill it up. It was a magical can. I could just add, and add, and add, and add more aluminum…. Until I finally got a clue and realized that it had to be going somewhere.
I dumped the tin can (ahem, I mean crucible) of aluminum into a simple mold I made from a piece of steel angle-iron, to get a nice triangular bar. That’s an “ingot” if you are one of those fancy-pants foundry guys. After the charcoal cooled, I found the secret magician’s trap door where all my aluminum went from my magic crucible. Under the coals, between the two steel buckets, was strange rounded chunk of aluminum. Oops, rather, I mean, look at the fascinating sculpture I formed from my special aluminum drip art process. Yeah, that’s it… Yeah…
The shop vac was too much, so I replaced it with an old hair dryer, which was much better. I also replaced the air-gap steel bucket with a better fire-brick bucket. More on that to come later.













 I made an armored air hose. Why? Because I can.
I made an armored air hose. Why? Because I can.